Kompleksowe opracowanie i przygotowanie do wdrożenia nowatorskich rozwi±zań implantów w leczeniu zwierz±t, narzędzi chirurgicznych do ich implantologii oraz chirurgicznych nici biodegradowalnych dla weterynarii
POIR.04.01.04-00-0074/17
A. Milenin, P. Kustra, D. Byrska-Wójcik, M. Wróbel, M. Paćko
Celem projektu jest opracowanie technologii modyfikacji powłok osteointegracyjnych implantów ortopedycznych na bazie hydroksyapatytu i nanocz±steczek miedzi oraz zbadanie ich właściwości antybakteryjnych. W ramach projektu opracowane zostan± procesy technologiczne wytwarzania chirurgicznych instrumentów ortopedycznych niezbędnych do prawidłowego wszczepienia implantów oraz opracowana zostanie technologia wytwarzania bioresorbowalnych nici chirurgicznych.

Wartość projektu: 7 928 596,66 pln
Okres realizacji: 01.06.2018 – 31.05.2021
Wartość dofinansowania: 6 203 847,26 pln (w tym 560 434,85 pln – AGH)
Projekt realizowany przez konsorcjum:
- INOP – Lider konsorcjum
- Akademia Górniczo-Hutnicza w Krakowie
- PPUH Intermech Sp. z o.o. Stalowa Wola
- BHH Mikromed Sp. z o.o. D±browa Górnicza
- Vetcare Group Sp. z o.o., Wrocław
Podwykonawca:
- Instytut Metali Nieżelaznych Gliwice - Oddział Metali Lekkich w Skawinie
Celem projektu jest opracowanie technologii modyfikacji powłok osteointegracyjnych implantów ortopedycznych na bazie hydroksyapatytu i nanocz±steczek miedzi oraz zbadanie ich wła¶ciwo¶ci antybakteryjnych. W ramach projektu opracowane zostan± procesy technologiczne wytwarzania chirurgicznych instrumentów ortopedycznych niezbędnych do prawidłowego wszczepienia implantów oraz opracowana zostanie technologia wytwarzania bioresorbowalnych nici chirurgicznych.

* Poster ProjektuDevelopment of multi- scale model of recrystallization, that occurs in fine wires from biocompatible Mg alloys during drawing at elevated temperature for diameters of wires, comparable with the size of grains of microstructure National Science Centre of Poland, project no. 2012/05/B/ST8/01797
A. Milenin, P. Kustra, M. Pietrzyk, D. Svyetlichnyy
Osiągnięcia 1. Opracowano wieloskalowe narzędzie informatyczne, pozwalaj±ce na modelowanie procesów rekrystalizacji stopów magnezu w procesie ciągnienia drutów o ¶rednicach 0.05-0.1 mm w podgrzewanych ci±gadłach. 2. W połączeniu z modelem MES procesu wieloprzepustowego ciągnienia oraz z modelem utraty spójności materiału, opracowany model rekrystalizacji pozwolił na prognozę odnowienia plastyczności w zależności od temperatury i prędkości ciągnienia oraz średnicy drutu. 3. Opracowany model został zweryfikowany na podstawie fizycznej symulacji procesu w skali makro za pomocą symulatora GLEEBLE oraz w skali mikro za pomocą urządzenia konstrukcji własnej do ciągnienia cienkich drutów. 4. Na podstawie wykonanej analizy numerycznej opracowano parametry ciągnienia oraz wyprodukowano drut o ¶rednicy 0.05 mm. 5. Badania własno¶ci mechanicznych uzyskanych cienkich drutów wykazały wzrost charakterystyk wytrzymało¶ciowych, proporcjonalny do zmniejszenia ¶rednicy drutu, przy równoczesnej poprawie plastyczno¶ci materiału.
Uzyskane wyniki 1. Zmodyfikowano kod MES Drawing2d w celu uwzględnienia osobliwo¶ci konstrukcji urz±dzenia do ci±gnienia w podgrzewanych ci±gadłach zaprojektowanego w AGH oraz procesów w skali micro [1]. Wykonano symulacje MES wielo przepustowego procesu ci±gnienia w podgrzewanych ci±gadłach. Wysunięto hipotezę, że proces odnowienia plastyczno¶ci materiału drutu po przepu¶cie jest proporcjonalny do stopnia rekrystalizacji materiału w komorze grzejnej. A zatem, opracowanie parametrów wieloprzepustowego ci±gnienia wykonywano przyjmuj±c warunek uzyskania100% rekrystalizacji materiału przed następnym przepustem [2]. 2. Na podstawie wyników symulacji, wykonanych za pomoc± zmodyfikowanego kodu MES Drawing2d wyznaczono temperaturowe i odkształceniowe warunki ci±gnienia, niezbędne do wykonania fizycznego modelowania ci±gnienia na symulatorze GLEEBLE 3800. Uzyskane zależno¶ci zmiany temperatury i odkształcenia w czasie odwzoruj± jeden przepust ci±gnienia oraz proces nagrzewania materiału przed następnym przepustem. 3. Opracowano model rekrystalizacji w skali makro. Ten model został zaimplementowany do programu MES Drawing2d. Jako podstawę do opracowanie modelu mikrostruktury w niniejszym projekcie wykorzystano równania zaproponowane w publikacji [3]. Wstępna analiza wykazała, że w analizowanych procesach ci±gnienia stopów magnezu odkształcenia s± niższe od odkształcenia krytycznego dla rekrystalizacji dynamicznej [2,4] i w dalszej czę¶ci projektu modelowano tylko zjawiska statyczne. Kinetykę rekrystalizacji statycznej (SRX) opisuje równanie JMAK (Johnson, Mehl, Avrami, Kolmogorov) adaptowane przez Sellarsa [3] poprzez wprowadzenie czasu do 50% rekrystalizacji. Opisany model rekrystalizacji statycznej zawiera współczynniki, które zostały wyznaczone na podstawie badań do¶wiadczalnych obejmuj±cych próbę relaksacji naprężeń wykonan± na symulatorze termofizycznym GLEEBLE 3800. Badania zostały przeprowadzone w celu kalibracji modelu rekrystalizacji statycznej dla stopów MgCa08, Ax30, AL36 oraz Mg. W czasie prób próbka była nagrzewana do temperatury odkształcenia z prędko¶ci± 20oC/s, następnie wytrzymywana w tej temperaturze przez 5 s i odkształcana z prędko¶ci± oodkształcenia 1 s-1 do zadanego odkształcenia. Po odkształceniu próbka była trzymana między zablokowanymi kowadłami w temperaturze takiej jaka była w czasie odkształcenia. Prędko¶ć odkształcenia spadała do zera a naprężenie zmniejszało się w wyniku zjawiska relaksacji. Zmiany naprężenia były mierzone i na podstawie tych pomiarów wyznaczono zmiany ułamka zrekrystalizowanego w funkcji czasu. Przeprowadzono 9 prób w temperaturach 250, 300 i 350oC dla odkształcenia 0.1, 0.2 i 0.3. Analiza zmian naprężenia pozwoliła na wyeliminowanie wpływu zdrowienia i wyznaczenie ułamka objęto¶ci zrekrystalizowanej, szczegóły tej procedury podane s± w [5]. Kinetykę rekrystalizacji statycznej wyznaczon± z prób relaksacji naprężeń posłużyły do kalibracji modelu rekrystalizacji. Wyniki obliczeń zmian ułamka objęto¶ci zrekrystalizowanej porównano z danymi do¶wiadczalnymi. Uzyskano dobr± zgodno¶ć między wynikami obliczeń i pomiarów w próbie relaksacji naprężeń [6,7]. 4. Opracowanie modelu rekrystalizacji w skali mikro za pomoc± metody automatów komórkowych. Implementacja modelu do programu MES Drawing2d. Opracowany model rekrystalizacji w skali macro pozwala na prognozowanie kinetyki rekrystalizacji rozpatrywanych stopów magnezu dla ¶rednicy drutu, znacznie większej niż wymiary ziarna. Jednak, wyniki, otrzymane w pracach [1,8] pozwalaj± stwierdzić, że przy produkcji drutu o ¶rednicy, porównywalnej ze ¶rednic± ziarna zjawiska na poziomie mikrostruktury musz± być wzięte pod uwagę. W zwi±zku z tym wpływ ¶rednicy ziarna na kinetykę rekrystalizacji był przedmiotem badań w skali mikro za pomoc± metody automatów komórkowych (FCA-based model). Wyniki modelowania wykazały, że zmniejszenie ¶rednicy drutu do warto¶ci, porównywalnych z ¶rednic± ziarna zwiększa czas rekrystalizacji. Na przykład, zmniejszenie ¶rednicy drutu od 200 do 20 µm wydłuża czas rekrystalizacji o około 30% [9]. Otrzymane wyniki pozwoliły na wprowadzenie korekty do modelu rekrystalizacji w skali makro.
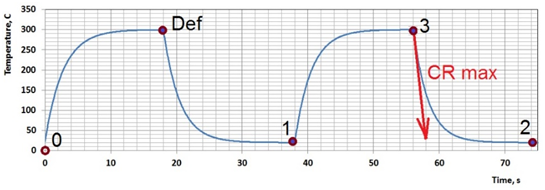 Rys.1. Zmiana temperatury oraz odkształcenia w procesie fizycznego modelowania procesu ci±gnienia za pomoc± symulatora GLEEBLE (Def - moment odkształcenia 0.182, 3 - moment zakończenia wyżarzania przed następnym przepustem).
6. Analiza metalograficzna wyników fizycznej symulacji, interpretacja tych wyników w formie przydatnej do kalibracji modelu rekrystalizacji.
Pierwszym etapem analizy metalograficznej była ocena materiału wsadowego. Wykonano analizę EBSD (rys.2) oraz statystyczn± ocenę ¶rednicy ziarna badanego materiału. Jak wynika z przeprowadzonych badań, dla analizowanych stopów największ± powierzchnię zajmuj± ziarna o ¶rednicy 10 µm, orientacja krystalograficzna ziaren jest mocno ułożona w kierunku wyciskania materiału wsadu.
Rys.1. Zmiana temperatury oraz odkształcenia w procesie fizycznego modelowania procesu ci±gnienia za pomoc± symulatora GLEEBLE (Def - moment odkształcenia 0.182, 3 - moment zakończenia wyżarzania przed następnym przepustem).
6. Analiza metalograficzna wyników fizycznej symulacji, interpretacja tych wyników w formie przydatnej do kalibracji modelu rekrystalizacji.
Pierwszym etapem analizy metalograficznej była ocena materiału wsadowego. Wykonano analizę EBSD (rys.2) oraz statystyczn± ocenę ¶rednicy ziarna badanego materiału. Jak wynika z przeprowadzonych badań, dla analizowanych stopów największ± powierzchnię zajmuj± ziarna o ¶rednicy 10 µm, orientacja krystalograficzna ziaren jest mocno ułożona w kierunku wyciskania materiału wsadu.
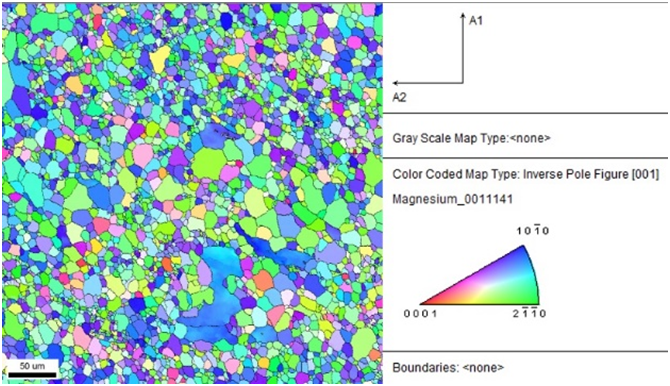 Rys. 2. Wyniki analizy EBSD próbki wsadowej ze stopu MgCa08.
Drugim etapem była ocena zmian strukturalnych po fizycznej symulacji. Wyniki analizy pokazały dobr± jako¶ciow± zgodno¶ć z modelem rekrystalizacji w skali makro. Dla stopu MgCa08, mikrostruktura w wariancie 1 składa się z większych ziaren i skupisk drobniejszych ziaren bardziej równoosiowych, które s± wynikiem procesu rekrystalizacji. Obserwowane s± także granice bliĽniacze. W przypadku próbki stopu z wariantu 2 ziarna s± równoosiowe o zbliżonej wielko¶ci i ponadto ich rozmiar jest większy niż w przypadku wariantu 1. To może sugerować, że nast±pił rozrost ziarna podczas ponownego wyżarzania stopu. Analogiczne wyniki uzyskano drog± modelowania.
7. Modelowanie MES wykonanych testów, interpretacja wyników analizy metalograficznej.
Modelowanie MES fizycznej symulacji miało na celu walidacje opracowanego modelu rekrystalizacji, jaki w tym celu został zaimplementowany do programu Qform w postaci kodu w języku Lua.
Natomiast modelowanie fizyczne w skali mikro było wykonane za pomoc± urz±dzenia do ci±gnienia konstrukcji własnej. Analiza metalograficzna była wykonana dla drutów o ¶rednicy od 0.913 mm do 0.05 mm, a prognoza rekrystalizacji była wykonana za pomoc± opracowanego modelu. Na rys. 3 podano przykład wyników analizy struktury po ci±gnieniu (a) i prognozy ułamka zrekrystalizowanego materiału dla ¶rednicy 0,913 mm [7].
Rys. 2. Wyniki analizy EBSD próbki wsadowej ze stopu MgCa08.
Drugim etapem była ocena zmian strukturalnych po fizycznej symulacji. Wyniki analizy pokazały dobr± jako¶ciow± zgodno¶ć z modelem rekrystalizacji w skali makro. Dla stopu MgCa08, mikrostruktura w wariancie 1 składa się z większych ziaren i skupisk drobniejszych ziaren bardziej równoosiowych, które s± wynikiem procesu rekrystalizacji. Obserwowane s± także granice bliĽniacze. W przypadku próbki stopu z wariantu 2 ziarna s± równoosiowe o zbliżonej wielko¶ci i ponadto ich rozmiar jest większy niż w przypadku wariantu 1. To może sugerować, że nast±pił rozrost ziarna podczas ponownego wyżarzania stopu. Analogiczne wyniki uzyskano drog± modelowania.
7. Modelowanie MES wykonanych testów, interpretacja wyników analizy metalograficznej.
Modelowanie MES fizycznej symulacji miało na celu walidacje opracowanego modelu rekrystalizacji, jaki w tym celu został zaimplementowany do programu Qform w postaci kodu w języku Lua.
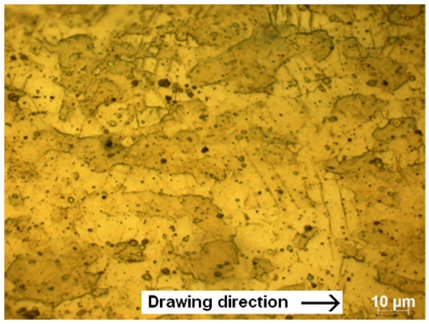
Natomiast modelowanie fizyczne w skali mikro było wykonane za pomoc± urz±dzenia do ci±gnienia konstrukcji własnej. Analiza metalograficzna była wykonana dla drutów o ¶rednicy od 0.913 mm do 0.05 mm, a prognoza rekrystalizacji była wykonana za pomoc± opracowanego modelu. Na rys. 3 podano przykład wyników analizy struktury po ci±gnieniu (a) i prognozy ułamka zrekrystalizowanego materiału dla ¶rednicy 0,913 mm [7].
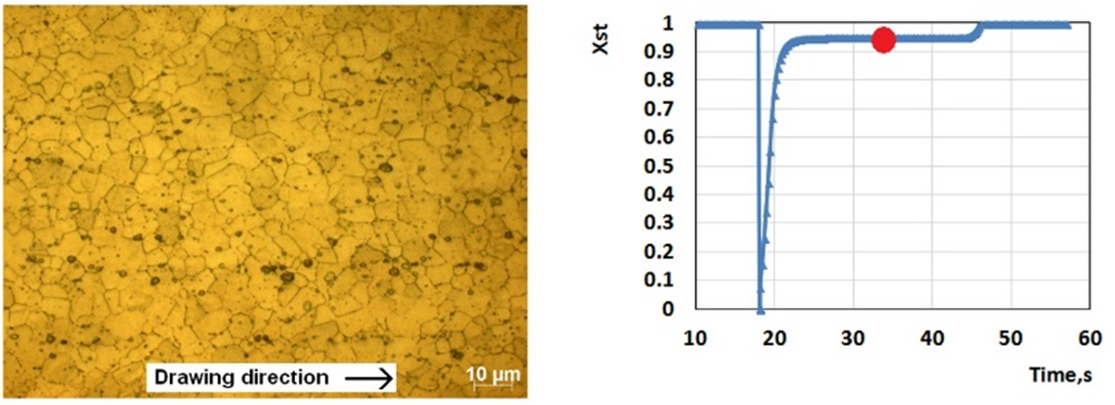 Rys. 3. Wyniki analizy mikrostruktury (a) i przewidywanie ułamku zrekrystalizowanego materiału (b) po pierwszym przepu¶cie dla stopu MgCa08.
8. Kalibracja modeli rekrystalizacji w skalach makro i mikro w oparciu o dane analizy metalograficznej.
Do kalibracji modeli rekrystalizacji w skalach macro i mikro użyto krzywych relaksacji naprężeń, uzyskanych podczas fizycznej symulacji ci±gnienia na symulatorze GLEEBLE. Dokładny opis metodyki i wyników kalibracji można znaleĽć w pracach [7] (skala makro) oraz [11,12] (skala mikro). Na rys. 4 pokazano przykładowe wyniki zmiany ułamka zrekrystalizowanego uzyskane w eksperymencie oraz za pomoc± opracowanego modelu w skali makro po jego kalibracji.
Rys. 3. Wyniki analizy mikrostruktury (a) i przewidywanie ułamku zrekrystalizowanego materiału (b) po pierwszym przepu¶cie dla stopu MgCa08.
8. Kalibracja modeli rekrystalizacji w skalach makro i mikro w oparciu o dane analizy metalograficznej.
Do kalibracji modeli rekrystalizacji w skalach macro i mikro użyto krzywych relaksacji naprężeń, uzyskanych podczas fizycznej symulacji ci±gnienia na symulatorze GLEEBLE. Dokładny opis metodyki i wyników kalibracji można znaleĽć w pracach [7] (skala makro) oraz [11,12] (skala mikro). Na rys. 4 pokazano przykładowe wyniki zmiany ułamka zrekrystalizowanego uzyskane w eksperymencie oraz za pomoc± opracowanego modelu w skali makro po jego kalibracji.
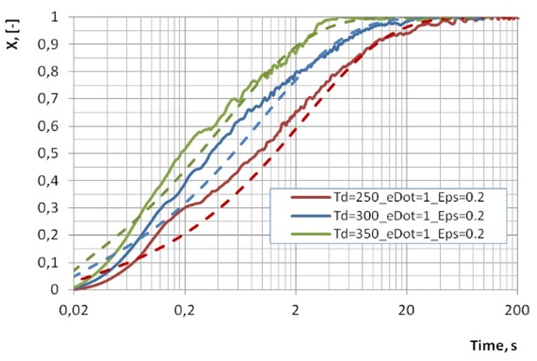 Rys. 4. Wyniki pomiarów (linie ci±głe) i obliczeń (linie przerywane) zmian ułamka objęto¶ci zrekrystalizowanej dla różnych temperatur i dla odkształcenia 0.2 (materiał - MgCa08).
9. Wykonanie symulacji procesu ci±gnienia, dobór parametrów ci±gnienia pozwalaj±cych na realizacje procesu bez wyżarzania międzyoperacyjnego. Rozbudowa kodu MES o program do optymalizacji.
Opracowany moduł do optymalizacji pozwala na wprowadzenie przedziału zmiany parametrów ci±gnienia i wygenerowanie szeregu plików wsadowych do programu Drawing2d. Optymalizację wykonywano stosuj±c kryterium pełnej rekrystalizacji materiału w ci±gu technologicznym przy minimalizacji liczby przepustów.
Opracowany schemat ci±gnienia wykorzystuje wyciskany wsad o ¶rednicy 1.0 mm. W celu otrzymania drutu 0.05 mm zaproponowano 40 przepustów z następuj±c± zmian± ¶rednic drutu (mm): 1.0 -> 0,913 -> 0,833 ->0,761 -> 0,694 -> 0,634 -> 0,579 ->0,528 ->0,482 ->0,44 -> 0,402 -> 0,367 -> 0,335 -> 0,306 -> 0,279 ->0,255 ->0,233 -> 0,212 -> 0,194 -> 0,177 -> 0,162 -> 0,147 -> 0,135 -> 0,123 -> 0,112 -> 0,1 -> 0,0955 -> 0,0912 -> 0,087 -> 0,0831 -> 0,0794 -> 0,0758 -> 0,0724 -> 0,0691 -> 0,0656 -> 0,063 -> 0,0601 -> 0,0574 -> 0,0548 -> 0,0524 -> 0,05. W przepustach 1-25 (do ¶rednicy 0.1 mm) wydłużenie wynosi 1.2, natomiast dla pozostałych przepustów - 1,1. Wyniki modelowania dla wybranego schematu ci±gnienia podano na rys. 5.
Rys. 4. Wyniki pomiarów (linie ci±głe) i obliczeń (linie przerywane) zmian ułamka objęto¶ci zrekrystalizowanej dla różnych temperatur i dla odkształcenia 0.2 (materiał - MgCa08).
9. Wykonanie symulacji procesu ci±gnienia, dobór parametrów ci±gnienia pozwalaj±cych na realizacje procesu bez wyżarzania międzyoperacyjnego. Rozbudowa kodu MES o program do optymalizacji.
Opracowany moduł do optymalizacji pozwala na wprowadzenie przedziału zmiany parametrów ci±gnienia i wygenerowanie szeregu plików wsadowych do programu Drawing2d. Optymalizację wykonywano stosuj±c kryterium pełnej rekrystalizacji materiału w ci±gu technologicznym przy minimalizacji liczby przepustów.
Opracowany schemat ci±gnienia wykorzystuje wyciskany wsad o ¶rednicy 1.0 mm. W celu otrzymania drutu 0.05 mm zaproponowano 40 przepustów z następuj±c± zmian± ¶rednic drutu (mm): 1.0 -> 0,913 -> 0,833 ->0,761 -> 0,694 -> 0,634 -> 0,579 ->0,528 ->0,482 ->0,44 -> 0,402 -> 0,367 -> 0,335 -> 0,306 -> 0,279 ->0,255 ->0,233 -> 0,212 -> 0,194 -> 0,177 -> 0,162 -> 0,147 -> 0,135 -> 0,123 -> 0,112 -> 0,1 -> 0,0955 -> 0,0912 -> 0,087 -> 0,0831 -> 0,0794 -> 0,0758 -> 0,0724 -> 0,0691 -> 0,0656 -> 0,063 -> 0,0601 -> 0,0574 -> 0,0548 -> 0,0524 -> 0,05. W przepustach 1-25 (do ¶rednicy 0.1 mm) wydłużenie wynosi 1.2, natomiast dla pozostałych przepustów - 1,1. Wyniki modelowania dla wybranego schematu ci±gnienia podano na rys. 5.
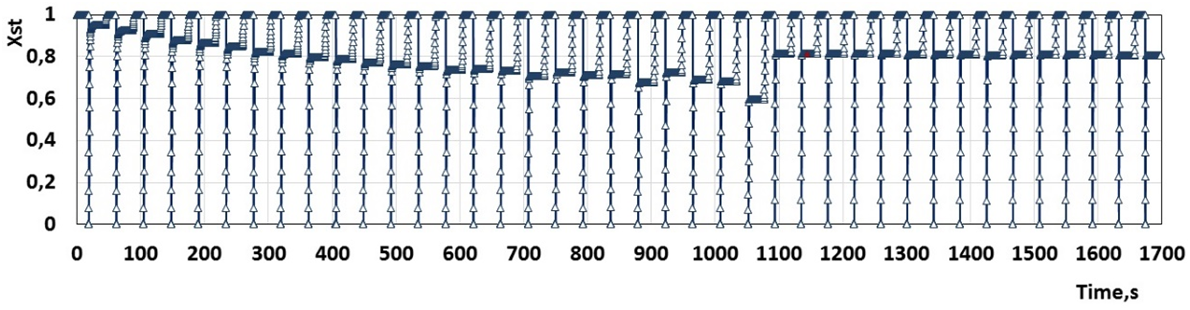 Rys. 5. Zmiana ułamku zrekrystalizowanego materiału po przepustach podczas ci±gnienia według opracowanego schematu dla stopu MgCa08.
10. Wykonanie wielo przepustowego ci±gnienia drutów do ¶rednic 0.05-0.1 mm według opracowanych parametrów.
Jako wsad zastosowano drut ze stopów MgCa08 i Ax30 o ¶rednicy 1.0 mm, który otrzymano drog± wyciskania. Parametry procesu wyciskania opracowano za pomoc± modelowania MES i optymalizacji warto¶ci temperatury i prędko¶ci wyciskania [10]. Parametry ci±gnienia (prędko¶ć ci±gnienia, temperatura ci±gadła i komory wstępnej) odpowiadały wynikom symulacji komputerowej. W konsekwencji udało się uzyskać drut z rozpatrywanych stopów o ¶rednicach w zakresie 0.05-1 mm o wysokiej jako¶ci powierzchni oraz dobrych charakterystykach plastycznych. Na rys. 6 pokazano przykład drutu ze stopu MgCa08 o ¶rednicy 0.05 mm po zawi±zaniu w węzeł (taki test jest niezbędny w przypadku stosowania drutów jako nici chirurgiczne). Mikrostruktura drutu składa się z równoosiowych ziaren po rekrystalizacji.
Rys. 5. Zmiana ułamku zrekrystalizowanego materiału po przepustach podczas ci±gnienia według opracowanego schematu dla stopu MgCa08.
10. Wykonanie wielo przepustowego ci±gnienia drutów do ¶rednic 0.05-0.1 mm według opracowanych parametrów.
Jako wsad zastosowano drut ze stopów MgCa08 i Ax30 o ¶rednicy 1.0 mm, który otrzymano drog± wyciskania. Parametry procesu wyciskania opracowano za pomoc± modelowania MES i optymalizacji warto¶ci temperatury i prędko¶ci wyciskania [10]. Parametry ci±gnienia (prędko¶ć ci±gnienia, temperatura ci±gadła i komory wstępnej) odpowiadały wynikom symulacji komputerowej. W konsekwencji udało się uzyskać drut z rozpatrywanych stopów o ¶rednicach w zakresie 0.05-1 mm o wysokiej jako¶ci powierzchni oraz dobrych charakterystykach plastycznych. Na rys. 6 pokazano przykład drutu ze stopu MgCa08 o ¶rednicy 0.05 mm po zawi±zaniu w węzeł (taki test jest niezbędny w przypadku stosowania drutów jako nici chirurgiczne). Mikrostruktura drutu składa się z równoosiowych ziaren po rekrystalizacji.
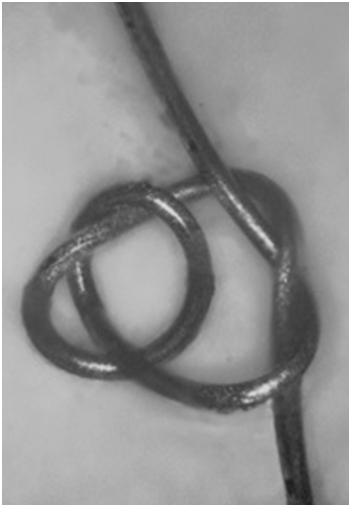
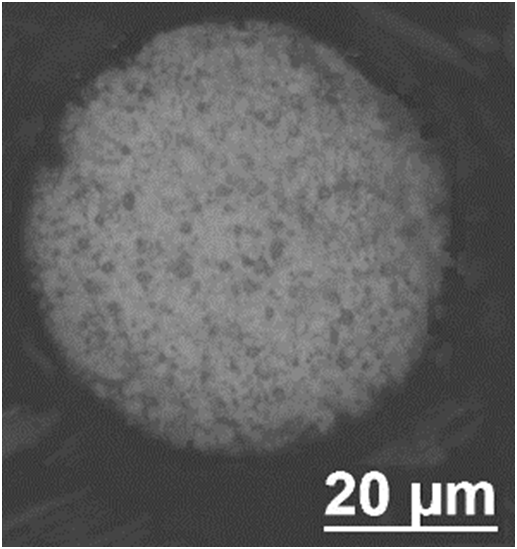 Rys. 6. Drut ze stopu MgCa08 o ¶rednicy 0.05 mm po zawi±zaniu w węzeł (a) oraz mikrostruktura przekroju (b).
11. Analiza metalograficzna uzyskanych drutów, weryfikacja modelu rekrystalizacji.
Weryfikację modeli rekrystalizacji wykonano na podstawie porównania mikrostruktury drutu z wynikami obliczeń ułamka rekrystalizacji wykonanych za pomoc± modelu w skali makro oraz cyfrowej mikrostruktury wygenerowanej przez model w skali mikro. W celu oceny wrażliwo¶ci modelu przeprowadzono specjalne do¶wiadczenie, polegaj±ce na wykonaniu pewnych przepustów ci±gnienia w różnych warunkach. Na rys. 7 pokazano mikrostrukturę drutu po 21 przepu¶cie (d = 0.147 mm) oraz wyniki modelowania. Zarówno wyniki do¶wiadczenia jak i modelowania wykazały pełn± rekrystalizację po nagrzewaniu drutu w komorze wstępnej (moment analizy mikrostruktury oznaczono na rys. 7,b). Natomiast bezpo¶rednio po przepu¶cie ułamek zrekrystalizowanego materiału wynosi około 0.7. Przeprowadzenie przepustu 21 w warunkach odkształcenia na zimno (rys. 8) pokazuje wydłużone mniejsze ziarna (co jest skutkiem odkształcenia i braku rekrystalizacji) oraz bliźniaki odkształcenia.
Szczególn± informację można znaleźć w pracach [11,12] (skala mikro) i [7] (skala makro).
Rys. 6. Drut ze stopu MgCa08 o ¶rednicy 0.05 mm po zawi±zaniu w węzeł (a) oraz mikrostruktura przekroju (b).
11. Analiza metalograficzna uzyskanych drutów, weryfikacja modelu rekrystalizacji.
Weryfikację modeli rekrystalizacji wykonano na podstawie porównania mikrostruktury drutu z wynikami obliczeń ułamka rekrystalizacji wykonanych za pomoc± modelu w skali makro oraz cyfrowej mikrostruktury wygenerowanej przez model w skali mikro. W celu oceny wrażliwo¶ci modelu przeprowadzono specjalne do¶wiadczenie, polegaj±ce na wykonaniu pewnych przepustów ci±gnienia w różnych warunkach. Na rys. 7 pokazano mikrostrukturę drutu po 21 przepu¶cie (d = 0.147 mm) oraz wyniki modelowania. Zarówno wyniki do¶wiadczenia jak i modelowania wykazały pełn± rekrystalizację po nagrzewaniu drutu w komorze wstępnej (moment analizy mikrostruktury oznaczono na rys. 7,b). Natomiast bezpo¶rednio po przepu¶cie ułamek zrekrystalizowanego materiału wynosi około 0.7. Przeprowadzenie przepustu 21 w warunkach odkształcenia na zimno (rys. 8) pokazuje wydłużone mniejsze ziarna (co jest skutkiem odkształcenia i braku rekrystalizacji) oraz bliźniaki odkształcenia.
Szczególn± informację można znaleźć w pracach [11,12] (skala mikro) i [7] (skala makro).
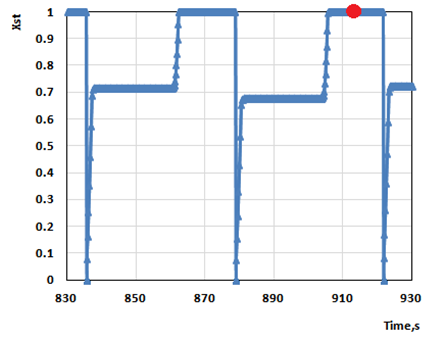 Rys. 7. Mikrostruktura drutu ze stopu MgCa08 po 21 przepu¶cie po nagrzewaniu w komorze wstępnej (a) oraz przewidywanie ułamka zrekrystalizowanego materiału, ¶rednica drutu 0.147 mm, temperatura w komorze grzejnej 350oC, prędko¶ć ci±gnienia 10 mm/s.
Rys. 7. Mikrostruktura drutu ze stopu MgCa08 po 21 przepu¶cie po nagrzewaniu w komorze wstępnej (a) oraz przewidywanie ułamka zrekrystalizowanego materiału, ¶rednica drutu 0.147 mm, temperatura w komorze grzejnej 350oC, prędko¶ć ci±gnienia 10 mm/s.
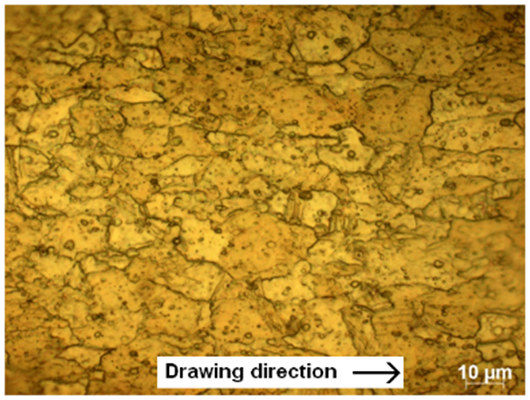
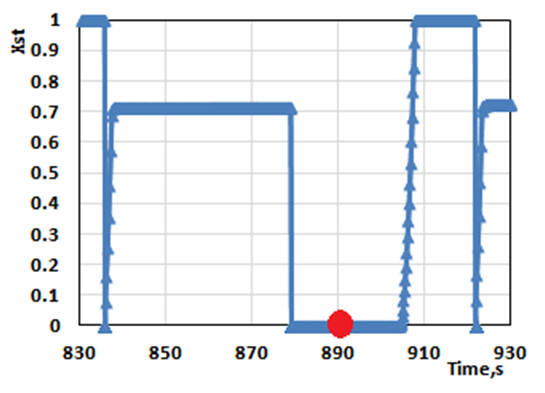 Rys. 8. Mikrostruktura drutu ze stopu MgCa08 po 21 przepu¶cie po nagrzewaniu w komorze wstępnej (a) oraz przewidywanie ułamka zrekrystalizowanego materiału, ¶rednica drutu 0.147 mm, temperatura w komorze grzejnej 20 oC, prędko¶ć ci±gnienia 10 mm/s.
12. Badania własno¶ci mechanicznych uzyskanych drutów, analiza metalograficzna jako¶ci powierzchni.
W zwi±zku z małymi ¶rednicami otrzymanych drutów badania charakterystyk wytrzymało¶ciowych wykonano za pomoc± mikro maszyny konstrukcji własnej, z budowanej na bazie siłomierza AXIS FB50 z dokładno¶ci± pomiaru siły 0.01 N. Wyniki pomiaru granicy wytrzymało¶ci drutów ze stopu MgCa08 podano na rys. 9. Dane dla ¶rednic powyżej 0.5 mm uzyskano na maszynie wytrzymało¶ciowej ZWICK. Uzyskane wyniki pozwalaj± stwierdzić, że granica wytrzymało¶ci drutu wzrasta liniowo przy zmniejszaniu jego ¶rednicy, przy czym nie następuje zmniejszenie plastyczno¶ci. Ten fakt jest zwi±zany z dużym stopniem odkształcenia materiału (pocz±tkowa ¶rednica wlewka wynosiła 120 mm).
Rys. 8. Mikrostruktura drutu ze stopu MgCa08 po 21 przepu¶cie po nagrzewaniu w komorze wstępnej (a) oraz przewidywanie ułamka zrekrystalizowanego materiału, ¶rednica drutu 0.147 mm, temperatura w komorze grzejnej 20 oC, prędko¶ć ci±gnienia 10 mm/s.
12. Badania własno¶ci mechanicznych uzyskanych drutów, analiza metalograficzna jako¶ci powierzchni.
W zwi±zku z małymi ¶rednicami otrzymanych drutów badania charakterystyk wytrzymało¶ciowych wykonano za pomoc± mikro maszyny konstrukcji własnej, z budowanej na bazie siłomierza AXIS FB50 z dokładno¶ci± pomiaru siły 0.01 N. Wyniki pomiaru granicy wytrzymało¶ci drutów ze stopu MgCa08 podano na rys. 9. Dane dla ¶rednic powyżej 0.5 mm uzyskano na maszynie wytrzymało¶ciowej ZWICK. Uzyskane wyniki pozwalaj± stwierdzić, że granica wytrzymało¶ci drutu wzrasta liniowo przy zmniejszaniu jego ¶rednicy, przy czym nie następuje zmniejszenie plastyczno¶ci. Ten fakt jest zwi±zany z dużym stopniem odkształcenia materiału (pocz±tkowa ¶rednica wlewka wynosiła 120 mm).
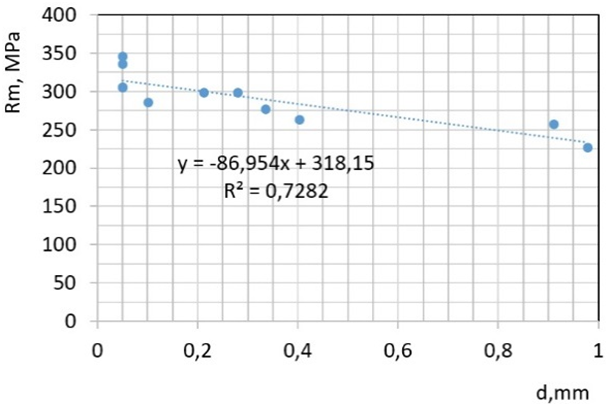 Rys. 9. Zależno¶ć granicy wytrzymało¶ci drutu ze stopu MgCa08 od jego ¶rednicy przy stosowaniu opracowanych parametrów ci±gnienia.
Rys. 9. Zależno¶ć granicy wytrzymało¶ci drutu ze stopu MgCa08 od jego ¶rednicy przy stosowaniu opracowanych parametrów ci±gnienia.
Realizowane cele Cel projektu sformułowano jako poznanie zjawisk zachodz±cych w mikrostrukturze odkształcanych stopów magnezu, w szczególno¶ci dotycz±cych procesów rekrystalizacji oraz odnowy plastyczno¶ci. W wyniku wykonania projektu opracowano: - model rekrystalizacji w skalach makro i mikro, - wykonano eksperymentalne badania w skalach makro (stosuj±c symulator GLEEBLE) oraz mikro (stosuj±c urz±dzenie do ci±gnienia własnej konstrukcji) procesów rekrystalizacji stopów Mg w warunkach opracowanego procesu ci±gnienia, - wykonano zaawansowan± analizę metalograficzn±, pozwalaj±c± na walidację opracowanych modeli rekrystalizacji, - wykonano kalibrację modeli rekrystalizacji oraz wykorzystanie ich do opracowania parametrów procesu ci±gnienia drutów o ¶rednicy 0.05 mm. Na podstawie wykonanych badań udowodniono, że w rozpatrywanych warunkach ci±gnienia nie występuje dynamiczna rekrystalizacja (jak zakładano we wniosku), dlatego modelowano tylko procesy statycznej rekrystalizacji. Natomiast model dynamicznej rekrystalizacji był też opracowany i opublikowany [4].
Wpływ na dyscyplinę Zaproponowany i zrealizowany w projekcie zestaw badań pozwolił na opisanie podstawowych zjawisk dynamicznej i statycznej rekrystalizacji, zachodz±cych w wyrobach o wymiarach porównywalnych z elementami mikrostruktury ze stopów Mg nowej generacji do zastosowania na implanty resorbowalne. Opisanie tych zjawisk będzie kluczowe do wspomagania projektowania oraz wytwarzania mikro implantów z analizowanych biozgodnych stopów magnezu. Wyniki projektu pozwol± również na opracowanie procesów przeróbki plastycznej na gor±co biozgodnych stopów Mg na implanty o wymiarach porównywalnych z wymiarami ziarna (50 µm i mniejszych), takich jak cienkie resorbowane nici chirurgiczne.
Literatura [1] A. MILENIN, P. KUSTRA, D. BYRSKA-WÓJCIK, FEM-BEM code for the multiscale modeling and computer aided design of wire drawing technology for magnesium alloys, Advanced Engineering Materials, 16, 2014, 202–210. [2] A. MILENIN, P. KUSTRA, M. PIETRZYK, Physical and numerical modelling of wire drawing process of Mg alloys in heated dies accounting for recrystallization, Key Engineering Materials, 622-623, 2014, 651–658. [3] C.M. SELLARS, Physical Metallurgy of Hot Working, International conference of Hot Working and Forming Processes, The Metals Society, London, 1979, 3-15. [4] A. MILENIN, P. KUSTRA, M. PIETRZYK, Model MES procesu ci±gnienia w podgrzewanych ci±gadłach drutów ze stopów Mg z uwzględnieniem procesów rekrystalizacji w skali makro, Hutnik Wiadomo¶ci Hutnicze, 81, 2014, 7–10. [5] L.P. KARJALAINEN, J. PERTTULA, Characteristics of static and metadynamic recrystallization and strain accumulation in hot-deformed austenite as revealed by the stress relaxation method, ISIJ International, 36, 1996, 729-736. [6] A. MILENINA, P. KUSTRA, M. PIETRZYK, Multi pass wire drawing of Mg alloys in heated die with controlled recrystallization,/ Proc. Conf. InterWire2015, Wire Association International, Atlanta. [7] A. MILENIN, P. KUSTRA, D. BYRSKA-WÓJCIK, M. PIETRZYK, Physical and mathematical modeling of static recrystallization process in the wires of MgCa08 alloy after drawing in heated dies, Computer Methods in Materials Science, 15, 2015, (in press). [8] A. MILENIN, P. KUSTRA, M. KOPERNIK, The development and validation of a meso-scale numerical model of fracture in the biocompatible magnesium alloys during drawing of hyperfine wire, Proc. Conf. Computational Fluid and Solid Mechanics, Massachusetts Institute of Technology, Cambridge, USA, 2013. [9] D.S. SVYETLICHNYY, A. MILENIN, P. KUSTRA AND V. PIDVYSOTS'KYY Modeling with FCA-based model of microstructure evolution in ultra-thin wires of MgCa08 alloy during hot drawing, XIII Int. Conf. on Computational Plasticity. Fundamentals and Applications COMPLAS XIII, Barcelona, 2015, p. 965-973. [10] A. MILENIN , M. GZYL, T. REC , B. PLONKA COMPUTER AIDED DESIGN OF WIRES EXTRUSION FROM BIOCOMPATIBLE Mg-Ca MAGNESIUM ALLOY, Archives of Metallurgy and Materials, 59, 2014, 551-556. [11] D.?S. SVYETLICHNYY, P. KUSTRA, A. MILENIN Modeling with FCA-based model of microstructure evolution of MgCa08 alloy during drawing of thin wire in heated die, Archives of Metallurgy and Materials, 60, 20154, 2721–2727. [12] D. S. SVYETLICHNYY, A three-dimensional frontal cellular automaton model for simulation of microstructure evolution – initial microstructure module, Modelling and Simulation in Materials Science and Engineering, 22, 2014, 085001-1–085001-19.
* Poster * Strona projektuOpracowanie wieloskalowego modelu komory wspomagania pracy serca uwzględniaj±cego zjawisko utraty spójno¶ci na granicy pomiędzy biozgodn± nanopowłok± azotku tytanu i polimerem Development of multi-scale model of blood chamber of ventricular assist device with phenomenon of loss of cohesion on boundary between biocompatible nano-coating of titanium nitride and polymer NCN 2011/01/D/ST8/04087
M. Kopernik, A. Milenin, S. K±c, M. Wróbel, T. Moskalewicz
W czę¶ci teoretycznej projektu opracowano narzędzie do wieloskalowej analizy komory wspomagania serca w formie programów komputerowych i modeli. Wykorzystano metodę elementów skończonych, reprezentatywny element objęto¶ci, analizę odwrotn±, analizę wrażliwo¶ci, modele analityczne i optymalizację. Zidentyfikowano własno¶ci mechaniczne powłok TiN wraz ze zjawiskiem utraty spójno¶ci* za pomoc± opracowanych modeli i wykonanych badań do¶wiadczalnych. W czę¶ci do¶wiadczalnej przeprowadzono próbę wciskania wgłębnika, mikrorozci±gania, mikro¶cinania, zarysowania, badania profilometryczne i cyfrow± korelację obrazu. Opracowano parametry osadzania powłok TiN laserem impulsowym na powierzchnie płaskie i elementy komór serca. Okre¶lono profile powierzchni i struktury nanoszonych powłok TiN w oparciu o mikroskopię sił atomowych i wysokorozdzielcz± mikroskopię transmisyjn±.
Polskie komory wspomagania pracy serca s± projektowane i st±d zaistniała potrzeba opracowania narzędzia do ich symulacji oraz poszerzania go o zagadnienia pojawiaj±ce się w skali mikro w wielowarstwowym materiale ¶ciany komory. Stan wiedzy (z zakresu inżynierii procesów i produkcji obejmuj±cy inżynierię materiałow±) uzyskany w projekcie daje odpowiedzi na pytania zwi±zane z jako¶ciowym i ilo¶ciowym opisem warunków i mechanizmów decyduj±cych o zjawisku utraty spójno¶ci na granicy biozgodny azotek tytanu/polimer. Korzy¶ci zwi±zane z posiadaniem takiego narzędzia numerycznego to brak negatywnych skutków stosowania takich komór u pacjenta, obniżenie kosztów produkcji prototypów komór i lepsza ich dostępno¶ć dla społeczeństwa.
* Poster ESAFOM 5-6 May 2014, Espoo FinlandModel numeryczny całkowicie wszczepialnej protezy serca
M. Pietrzyk, M. Kopernik, A. Milenin, K. Bana¶, P. Macioł
Projekt dotyczy opracowania modelu protezy sztucznego serca z opcj± lokalnego modelowania wieloskalowego. Istot± projektu jest stworzenie kompleksowego modelu numerycznego, pozwalaj±cego na analizę problemów, które stwarza aplikacja protezy w warunkach przepływu krwi. Problemy te należ± do wyj±tkowo złożonych i obejmuj± konstrukcję prototypu (optymalizacji wybranych parametrów geometrycznych, jej wpływu na przepływ i zachowanie się krwi),opracowanie modelu reologii krwi, modelowanie zagadnień z zakresu bioinżynierii materiałowej dotycz±cych interakcji materiału biologicznego i sztucznego,stworzenie modeli matematycznych testów do¶wiadczalnych wykonywanych dla nanopowłok tworz±cych ¶cianę komory oraz identyfikację parametrów w równaniach konstytutywnych dla nanopowłok. Wszystkie z wymienionych tematów badawczych wymagaj± rozwoju istniej±cego własnego oprogramowania i, w niektórych przypadkach, stworzenia nowych programów. Dotychczas prowadzone przez oferentaprace znajduj± się na etapie takiego zaawansowania, które umożliwia zrealizowanie postawionych w projekcie zadań. Koszt wykonywania kolejnych wariantów prototypów i póĽniejszych fizycznych badań modelowych można obniżyć stosuj±c symulacje numeryczne i likwiduj±c przeszkodę w postaci braku dostatecznie dokładnego modelu nieliniowej reologii krwi, oddziaływań na poziomie mikro pomiędzy materiałem sztucznym i biologicznym oraz wła¶ciwo¶ci materiałów konstrukcyjnych. Niniejsze zadanie projektu ma na celu wyeliminowanie tego ograniczenia i stworzenie rozwi±zania numerycznego, wspomagaj±cego projektowanie i wdrażanie Polskiego Sztucznego Serca.
Planowane do wykonania w projekcie badania i prace będ± obejmować wprowadzenie i przystosowanie geometrii prototypu protezy serca do programu opartego na metodzie elementów skończonych, a następnie zbudowanie kompletnego modelu matematycznego protezy z uwzględnieniem lokalnej wieloskalowo¶ci. Równocze¶nie z tymi zadaniami będ± prowadzone prace maj±ce na celu rozwój oprogramowania zwi±zanego z identyfikacj± parametrów modeli konstytutywnych nanomateriałów tworz±cych ¶cianę protezy serca na podstawie wyników nanotestów do¶wiadczalnych i budowę modeli matematycznych takich testów. W ramach projektu przewidziano także opracowanie modelu numerycznego reologii krwi i zamodelowanie interakcji krew-¶ciana protezy serca oraz przeprowadzenie symulacji numerycznych stworzonym modelem MES protezy w zmiennych warunkach przepływu, co będzie całkowicie realizowane we własnym oprogramowaniu. Wyniki wykonanych testów numerycznych zostan± wykorzystane jako dane dla metamodelu, który umożliwi przewidywanie i prognozowanie działania modelu protezy nawet w warunkach, w jakich model nie był wcze¶niej testowany. Metoda metamodelu zostanie wykorzystana w zadaniach optymalizacji, co pozwoli na obniżenie kosztów obliczeń.
W ramach projektu badania do¶wiadczalne, obejmuj±ce zaawansowan± diagnostykę materiałow± i modelowanie fizyczne, będ± zintegrowane z zaproponowanym modelem numerycznym, który wykorzystuje podej¶cie wieloskalowe. Zasugerowany, kompleksowy charakter realizacji projektu pozwala na transfer wiedzy teoretycznej i do¶wiadczalnej dla celów budowy złożonych modeli numerycznych, oraz przekazanie informacji zwrotnej, prognozuj±cej zachowanie protezy sztucznego serca na podstawie obliczeń symulacyjnych i przewidywań sieci neuronowych. Docelowym zastosowaniem modelu opracowanego w ramach projektu jest zautomatyzowane i wielokrotnie tańsze projektowanie oraz testowanie prototypów komory wspomagania serca. Pozwoli to na zminimalizowanie ryzyka zwi±zanego z implantacj± sztucznego serca oraz ograniczenie kosztu wytworzenia jednostkowego urz±dzenia. Zwiększy się dostępno¶ć sztucznego serca dla szerszej grupy pacjentów, umożliwiaj±c im leczenie i powrót do zdrowia przy mniejszym ryzyku. Wynikiem realizacji tego zadania projektu będzie nowe, numeryczne narzędzie badawcze wspomagaj±ce projektowanie prototypu protezy serca w warunkach przepływu z możliwo¶ci± symulowania zjawisk zachodz±cych we krwi i na kontakcie krew-¶ciana komory.
The modeling and optimization of wire drawing process of magnesium alloys with raising bio-compatibility for surgery application
A. Milenin, P. Kustra, M. Paćko, T. Rec
Projekt podejmuje złożon± tematykę analizy procesu ci±gnienia stopów magnezu o podwyższonej biozgodno¶ci (np. AZ31, AZ91, MgCa). Takie stopy s± wykorzystywane w biomedycynie ze względu na wysoki poziom kompatybilno¶ci ze ¶rodowiskiem organizmu człowieka, rozpuszczalno¶ci± w ¶rodowisku organizmu, oraz wyższ± (około 2-4 razy) charakterystyk± wytrzymało¶ciow± w porównaniu z polimerami. Jednym z ich zastosowań może być produkowanie materiałów na resorbowalne nici chirurgiczne do scalania tkanki miękkiej. Wymaga to produkowania drutów o ¶rednicach 0,1-0,9 mm. W literaturze, dotycz±cej przeróbki plastycznej stopów Mg stwierdzono, że ci±gnienie ich na zimno - ze względu na mał± plastyczno¶ć i krucho¶ć materiału - jest praktycznie niemożliwe. W pracach, po¶więconych ci±gnieniu stopów trudnoodkształcalnych pokazano, że ci±gnienie na ciepło pozwala zwiększyć wydłużenie i zmniejszyć siłę ci±gnienia. Z drugiej strony, podgrzewanie wsadu ze stopu Mg powoduje intensywne utlenienie powierzchni, a metal w trakcie przemieszczania się do kotliny odkształcenia traci temperaturę. W celu rozwi±zania tego problemu w Uniwersytecie w Hanowerze została zaproponowana technologia ci±gnienia rur do implantów ze stopów Mg, według której metal jest nagrzewany w procesie ci±gnienia przez podgrzewane ci±gadło. Problemy realizacji tej technologii dla drutów o małych ¶rednicach s± istotnie zwi±zane z zależno¶ci± wszystkich parametrów procesu (w szczególno¶ci temperatury) od prędko¶ci ci±gnienia i parametrów podgrzewania ci±gadeł.
Celem naukowym projektu jest okre¶lenie parametrów procesu ci±gnienia w podgrzewanych ci±gadłach drutów cienkich ze stopów Mg o podwyższonej biozgodno¶ci ze ¶rodowiskiem organizmu człowieka. Dobór i optymalizacja parametrów technologii ci±gnienia będzie przeprowadzona w oparciu o numeryczne i fizyczne modelowanie procesu ze szczególnym uwzględnieniem procesów cieplnych i tendencji do pękania. Przeprowadzona zostanie również weryfikacja eksperymentalna zaproponowanej technologii.
Jako że stopy Mg cechuje wzrost plastyczno¶ci w temperaturze powyżej 220°C, to istot± projektu jest opracowanie metody, w której wszystkie ci±gi (oprócz 1-2 ostatnich) realizowane s± na ciepło z wykorzystaniem podgrzewanego narzędzia, natomiast w ostatnich ci±gach realizowane jest ci±gnienie drutów na zimno w celu uzyskania odpowiednich własno¶ci mechanicznych. Podstawowym krokiem do osi±gnięcia celu projektu będzie stworzenie własnego modelu numerycznego procesów ci±gnienia drutów na ciepło i na zimno z uwzględnieniem podgrzewania narzędzia, nagrzewania metalu w stożku zgniataj±cym ci±gadła oraz tendencji do pękania. Proponowany model będzie oparty o metodę elementów skończonych i zrealizowany w postaci programu komputerowego, zawieraj±cego narzędzie do optymalizacji.
Niezbędne badania plastometryczne stopów Mg w warunkach, odpowiadaj±cych rozpatrywanemu procesowi ci±gnienia będ± wykonane za pomoc± symulatora GLEEBLE 3800. Badania wytrzymało¶ciowe do uzyskania parametrów modelu pękania będ± wykonane za pomoc± maszyn wytrzymało¶ciowych oraz symulatora GLEEBLE 3800 przy wykorzystaniu metody "inverse" do obróbki wyników. W oparciu o symulacje komputerowe okre¶lone zostan± optymalne warto¶ci temperatury narzędzia, prędko¶ci ci±gnienia, plan gniotów, kształt ci±gadeł oraz stopień odkształcenia na ciepło i na zimno, co powinno pozwolić na uzyskanie odpowiednich własno¶ci materiału (wytrzymało¶ci na rozci±ganie, plastyczno¶ci) oraz dobrej jako¶ci powierzchni drutów. W projekcie przewidywano także do¶wiadczaln± weryfikację otrzymanych parametrów procesu ci±gnienia przez wyprodukowanie i przetestowanie eksperymentalnej partii drutów ze stopów Mg oraz wyznaczenie warunków tarcia dla różnych stosowanych smarów i stopów za pomoc± metody "inverse".
Projekt wniesie wkład w rozwój badań naukowych w dziedzinie metod produkowania drutów ze stopów Mg o podwyższonej biozgodno¶ci w dwóch obszarach. W pierwszej kolejno¶ci stworzone zostanie narzędzie numeryczne, które umożliwi modelowanie i optymalizację procesu ci±gnienia drutów ze szczególnym uwzględnieniem tendencji do pękania i procesów cieplnych w podgrzewanym ci±gadle i metalu. Drugim bardzo istotnym osi±gnięciem projektu będzie podjęta analiza granicznej możliwo¶ci produkowania drutów o małych ¶rednicach przez ci±gnienie w podgrzewanym ci±gadle wytypowanych stopów Mg o podwyższonej biozgodno¶ci.
Opracowanie wieloskalowego modelu numerycznego procesu ci±gnienia na zimno drutów z niskoplastycznych stopów magnezu o podwyższonej biozgodno¶ci
A. Milenin, J. Łuksza, P. Kustra, D. Byrska, L. Rauch, T. Rec, M. Rumiński
Stopy magnezu (np. AZ80, MgCa0.8, LAE442) s± wykorzystywane w medycynie ze względu na wysoki poziom kompatybilno¶ci z ¶rodowiskiem organizmu człowieka, biozgodno¶ci, rozpuszczalno¶ć, oraz wysokie charakterystyki wytrzymało¶ciowe w porównaniu z wykorzystywanymi obecnie materiałami. Dlatego możliwe jest zastosowanie stopów Mg do produkcji cienkich drutów z przeznaczeniem na resorbowalne nici chirurgiczne do spajania tkanki miękkiej.
Istniej±ce metody produkowania drutów z rozpatrywanych stopów s± oparte o technologie podgrzewania wsadu, na przykład, przez narzędzie. Wykorzystanie takich metod do produkowania drutów o małych ¶rednicach (do 0.1 mm) napotyka na poważne problemy, zwi±zane z istotn± niestabilno¶ci± procesu ci±gnienia przy zmianach prędko¶ci ci±gnienia, temperatury narzędzia, stanu powierzchni wsadu, warunków tarcia oraz niemożliwo¶ci± uzyskania dobrej jako¶ci powierzchni. Z tego wynika zainteresowanie maksymalnym wykorzystaniem możliwo¶ci ci±gnienia na zimno. W literaturze, dotycz±cej przeróbki plastycznej stopów Mg stwierdzono, że ci±gnienie ich na zimno jest praktycznie niemożliwe ze względu na mał± plastyczno¶ć i krucho¶ć. Natomiast w ostatnich latach pojawiły się prace, w których poprzez do¶wiadczalny dobór warunków ci±gnienia udaje się osi±gn±ć odkształcenie stopów Mg powyżej 60%. Ta informacja daje podstawy twierdzenia, że s± niewykorzystane możliwo¶ci istotnego powiększenia plastyczno¶ci stopów Mg podczas ci±gnienia przy temperaturze pokojowej. Optymalizacja procesów ci±gnienia stopów Mg w oparciu o modelowanie matematyczne wymaga opracowania nowych wieloskalowych metodyk modelowania procesów pękania oraz zerwania materiału w zależno¶ci od parametrów narzędzi, planu gniotów, mikrostruktury materiału.
Celem naukowym projektu jest opracowanie wieloskalowego modelu matematycznego procesu ci±gnienia na zimno specjalnych stopów Mg, wykorzystywanych w chirurgii, ze szczególnym uwzględnieniem tendencji do pękania oraz niezbędnych metodyk eksperymentalnych do wyznaczenia parametrów empirycznych modelu. Wynikiem praktycznym projektu będzie okre¶lenie warunków ci±gnienia na zimno drutów o małych ¶rednicach ze stopów Mg w oparciu o optymalizacje parametrów ci±gnienia za pomoc± opracowanego wieloskalowego modelu.
W proponowanym modelu w skali makro będzie wykonan± symulacj± procesów ci±gnienia w oparciu o mechanikę o¶rodków ci±głych z wykorzystaniem własnego oprogramowania Drawing2d. W oparciu o ten program okre¶lone zostan± pola naprężeń oraz prędko¶ci płynięcia dla całego przekroju materiału odkształcanego w danym ci±gu. Natomiast w skali mikro za pomoc± zmodyfikowanej przez wnioskodawca metody elementów brzegowych (MEB) będzie rozpatrzone zadanie modelowania odkształcenia grupy ziaren z uwzględnieniem formy granic ziaren, wtr±ceni, składu fazowego ziaren, odpowiadaj±cych rzeczywistej mikrostrukturze konkretnych stopów Mg. Do modelu w skali mikro będzie zaimplementowany model pękania, uwzględniaj±cy stan mikro- naprężeń i odkształceń w elementach mikrostruktury. Do wczytywania geometrii mikrostruktury będzie użyte oprogramowanie własne, które zostanie rozbudowane poprzez implementację do niego własnego programu generacji siatki MEB. Uwzględnione zostan± także warunki brzegowe dotycz±ce oddziaływania s±siednich ziaren, oraz reologia stopów Mg. Proponowany wieloskalowy model będzie zrealizowany w postaci programu komputerowego, zawieraj±cego narzędzia do optymalizacji i analizy inverse.
Niezbędne badania wytrzymało¶ciowe i plastometryczne stopów Mg do uzyskania parametrów modelu będ± wykonane za pomoc± maszyn wytrzymało¶ciowych ZWICK 250, przy wykorzystaniu metody inverse do obróbki wyników. Metoda inverse będzie użyta w oparciu o opracowany wieloskalowy model, rozszerzony w zakresie możliwo¶ci wieloskalowego modelowania testów wytrzymało¶ciowych i plastometrycznych. Badania procesów pękania podczas ci±gnienia i testów wytrzymało¶ciowych będ± poł±czone z analiz± mikrostruktury, co umożliwi weryfikacje opracowanego modelu w skali mikro. W oparciu o symulacje komputerowe okre¶lone zostan±: optymalny plan gniotów i k±tów ci±gadeł, co pozwoli na uzyskanie odpowiednich odkształceń, własno¶ci materiału oraz jako¶ci powierzchni wyrobów. W projekcie przewidziano do¶wiadczaln± weryfikację otrzymanych parametrów procesu ci±gnienia przez wyprodukowanie i przetestowanie eksperymentalnej partii drutów ze stopów Mg.
Projekt wniesie wkład w rozwój badań naukowych w dziedzinie metod produkowania drutów ze stopów Mg o podwyższonej biozgodno¶ci w dwóch obszarach. W pierwszej kolejno¶ci stworzone zostanie narzędzie numeryczne, które umożliwi wieloskalowe modelowanie i optymalizacje procesu ci±gnienia ze szczególnym uwzględnieniem tendencji do pękania. Drugim osi±gnięciem projektu będzie analiza granicznej możliwo¶ci produkowania przy temperaturze pokojowej drutów o małych ¶rednicach z wytypowanych stopów Mg o podwyższonej biozgodno¶ci oraz baza danych współczynników modelu, uzyskanych w oparciu o badania eksperymentalne stopów Mg.
Numeryczne modelowanie zjawiska segregacji i pękania wlewka w końcowym etapie ci±głego odlewania stali
A. Milenin, T. Rec
Segregacja pierwiastków występuj±ca w wlewkach odlewanych w sposób ci±gły istotnie wpływa na mikrostrukturę, własno¶ci mechaniczne i chemiczne wlewka. Przedstawione w literaturze badania pokazuj±, że segregację pierwiastków we wlewku COS można obniżyć poprzez proces odkształcenia wlewka w stanie półciekłym (ang. Soft Reduction). W procesie tym pasmo zawieraj±ce ciekły rdzeń, jest odkształcane pewnym gniotem, co powoduje wyci¶nięcie pewnej ilo¶ci fazy ciekłej do górnych czę¶ci pasma i obniżenie zawarto¶ci fazy ciekłej w miejscu zadania gniotu co powoduje obniżenie stężenia pierwiastka w centrum wlewka. Jak wynika z istniej±cych badań do¶wiadczalnych, efektywno¶ć wpływu procesu SR na segregację pierwiastków we wlewku COS istotnie zależy od momentu przyłożenia odkształcenia, wielko¶ci zadanego gniotu, składu chemicznego odlewanej stali, a także od warunków z jakimi prowadzony jest proces odlewania (prędko¶ć odlewania, warunki chłodzenia, geometria wlewka). Odkształcenie wlewka w stanie półciekłym, zmienia również stan odkształceń i naprężeń wlewka, co może prowadzić do powstawanie pęknięć.
Ponieważ badania do¶wiadczalne tego procesu w pełnym zakresie zmian czynników nie s± możliwe, skutecznym rozwi±zaniem problemu wyznaczenia optymalnych warunków odkształcenia metalu w stanie półciekłym może być modelowanie numeryczne. Z uwagi na złożono¶ć procesu COS z uwzględnieniem odkształcenia wlewka w stanie półciekłym model numeryczny tego procesu powinien zawierać modele: krystalizacji i wymiany ciepła, powstawania naprężeń termicznych, odkształcenia wlewka w stanie półciekłym, segregacji i dyfuzji wstecznej oraz prognozowania pęknięć.
Celem pracy było opracowanie modeli matematycznych stanu naprężeń i odkształceń, krystalizacji, segregacji pierwiastków, dyfuzji wstecznej oraz powstawania pęknięć na podstawie których możliwe jest modelowanie numeryczne i optymalizacja parametrów procesu ci±głego odlewania stali z uwzględnieniem odkształcenia wlewka w stanie półciekłym.
Wynikiem praktycznym projektu było, dla wybranych gatunków stali, okre¶lenie parametrów procesów COS oraz SR dla których segregacja pierwiastków będzie najmniejsza i nie spowodouj± pęknięć na powierzchni wlewka. W oparciu o mechanikę o¶rodków ci±głych, oraz metodę elementów skończonych opracowany został własny program komputerowy. W oparciu o ten program wyznaczony został rozkład stężenia pierwiastków, intensywno¶ci odkształcenia oraz wskaĽnik wykorzystania odkształcalno¶ci we wlewku COS, dla wybranych gatunków stali.
Niezbędne badania eksperymentalne do wyznaczenia współczynników dla modelu pękania oraz uzyskania krzywych płynięcia dla modelu mechanicznego wykonano na maszynie wytrzymało¶ciowej ZWICK przy wykorzystaniu metody analizy odwrotnej.
Experimental measurement of flow stress data for four different brass alloys
A. Milenin, M. Paćko, T. Rec, M. Kopernik, P. Kustra
The following brass alloys were investigated in this work: CW614N (57.5 Cu, 38.8 Zn), CW602N (61.3 Cu, 36.5 Zn), CW709R (66.1 Cu, 31.2 Zn), CW603N (60.8 Cu, 35.9 Zn) and CW617N (57-59 Cu, 1.6-2.5 Pb, Zn balance). The first step was dedicated to literature study to find data acceptable in verification process of experimental and numerical studies. The experimental part of work was twofold. The Zwick Z250 machine was used to get flow stress vs. strain data for five temperatures and three strain rates conditions. Relative errors were calculated for all tests performed in present work by using Zwick Z250 tester. It can be emphasized that Zwick Z250, as well as plastometric results are comparable with available literature results. The mentioned machine has some limits due to high strain rates and therefore, these technical conditions introduced the biggest errors and have to be verified. It was the main reason of applying plastometer DIL 805 in this study. The results of verification showed the relatively small difference between data from Zwick Z250 and DIL 805 machines.
All these efforts are based on simple inverse method idea, which is using the optimization algorithm to find the minimum of goal function. The goal function is the value of error between measured and predicted value of model output, which is defined as force.
The next part of this work was implementation of rheological models of brass to Qform program and simulation of experimental tests by this program. The results of simulation (load prediction) showed good correlation with experimental data, which is used for inverse analysis. It is helpful to confirm, that the developed methodology is quite adequate.